
 English
English Español
Español عربى
عربى русский
русский 中文简体
中文简体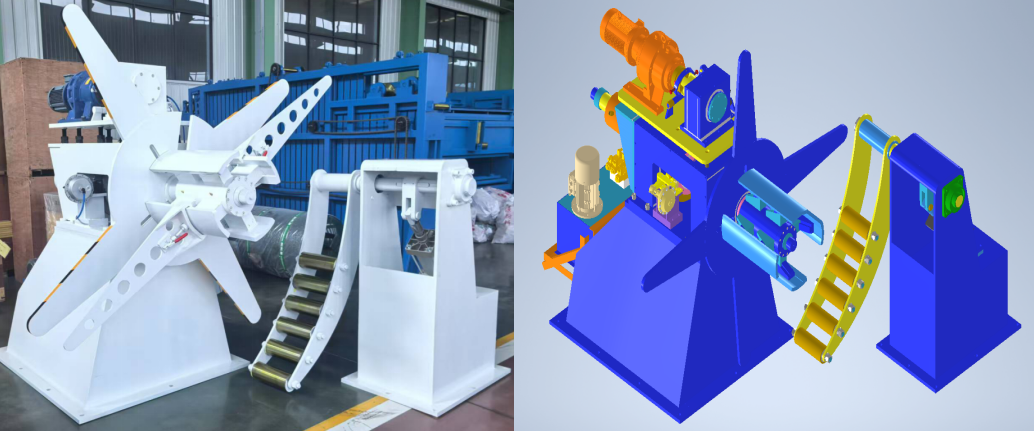







40 × 100 ~ 200 × 200 (φ88,9 ~ φ273) × 10 Прямой квадратный набор
1. Технические характеристики Закончить продукт Круглый диаметр трубы ...












Основная техническая производительность и подробное описание производственной линии
| Модель машины | Производственный ассортимент | Диапазон толщины стен | Скорость измельчения | Высокочастотная мощность |
| HG90 | Φ30/48 ~ φ115 мм | Δ1,5 ~ 4,5 мм | 20 ~ 60 | 300 кВт |
| □ 25 × 25 ~ 90 × 90 | □ Δ≤3,5 мм |
1. Требования к семинару
| Элемент | Параметр | Замечания |
| Направление подачи | Влево или правая запись (зависит от макета процесса семинара клиента) | Лицом к оборудованию, направление входа в сырье |
| Общая мощность оборудования | Приблизительно 770 кВт (основная машина 320 кВт высокая частота 300 кВт вспомогательная машина 1550 кВт) | |
| Стандарт напряжения питания | 380 В/50 Гц; Трехфазная четырехпроводная система | Шкаф для распределения низкого напряжения, кабели, самооценка клиентов |
| Область оборудования покрыта | L 55-65M × W 4,5м | В соответствии с планировкой оборудования |
| Высокочастотная площадь сварочной машины покрыта | L 6M × W 3M × H 2,8M | |
| Водоснабжение (переработано) | Один охлаждающий бассейн: 30 м³; Один набор насосов высокого давления. В качестве альтернативы, поставщик может предоставить покупателю заводские чертежи, и, основываясь на чертежах, создать план планирования водного пути. | Заказчик самостоятельно заполняет водяной бассейн, водяной насос, сантехнику и охлаждающую башню |
| Воздушное снабжение | Воздушный компрессор: один набор 1,6 м³ для общей стальной трубы; если оцинкованная труба нужно 3,5 м³ | Заказчик самостоятельно обеспечивает воздушный компрессор, бак для хранения воздуха и трубопровод |
| Подъемное оборудование | Aircrane 5 ~ 10Tons: два комплекта | Самоубийство клиента |
| Нормальные расходные детали | (1) Скреповые ножи | |
| (2) | ||
| (3) Феррит | ||
| (4) Индукционная катушка (медная трубка, изолированная трубка) |
Производственный процесс
Сырье (стальная полоса) → рассеяние → сдвига и конечная сварка → Накопление материала → Неунитура. Прогнозируя → Милл-формирование → Высокочастотная сварка → Снятие закупочек вне сварного шва → охлаждение → Размеры → Примерно прямая → Резка фиксированная длина → Отделка → Pack

Техническая спецификация (изображения только для справки)
1 、 Одиночный гидравлический разоблачение
| ||
| Функция | Функция этого блока состоит в том, чтобы демонтировать всю катушку стальной полосы и обеспечить необходимое сырье для машины для формирования | |
| Погрузочный вес | Максимум 8,0 тонны/сторона | |
| Конус головы | Одиночная голова конуса | |
| Тип структуры конуса | комбинация ползунков, крепких и стабильных | |
| Развернуть тип | Гидравлическое расширение | |
| Конус головы материал | Шпиндель: 42CRMO, ковка, общий отпуск; | |
| Дуга пластина: 45# Общий отпуск | ||
| Ползунок клина: 45# Сталь закален | ||
| Тип тормоза | Пневматический тип | |
| Устройство блокировки материала | Ручной режим | |
| 2 、 Сдвиг и прикладка | |
| Функция | Его функция - это сдвиг и выравнивание головы и конца двух разных полос, отрезание нерегулярных деталей и сварки две полосы вместе, чтобы линия могла работать непрерывно |
| Сдвиг тип | Гидравлический сдвиг, материал: CR12MOV |
| Тип зажима | Гидравлическое зажим |
| Сварка типа | Тиг автоматическая сварка |
 |
| 3. Горизонтальный аккумулятор | |
 | |
| Функция | Он используется для накапливания достаточно стальных полос, чтобы машина непрерывно работала |
| Внешний размер | О.Д. 5,0 м |
| Кормление двигателя | 18,5 кВт (двигатель переменного тока с переменной регулированием скорости частоты) |
| Мотор хранения | 22 кВт (двигатель переменного тока с регулированием скорости переменной частоты) |
| Скорость кормления | MAX200M/MIN |
| Емкость хранения | 500 ~ 1000м |
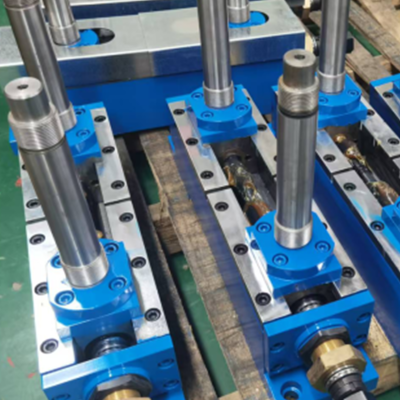
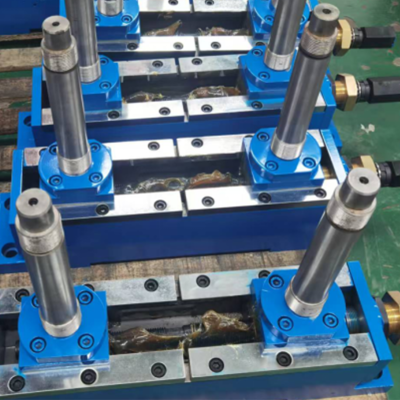
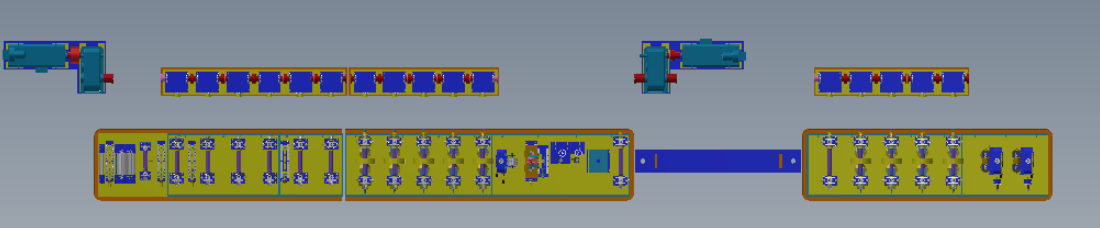
| 2. Образование и размещение основной машины (семь впереди и пять сзади, разделенная кровать) Главная машина | |
| Устройство единицы: | |
| Формирование : 2 выравнивание роликов → V → 7 Выравнивание роликов → V → 1 H → 1 V → 2 H → 2 V → 3H → 3V → 4 H → 4 В (A) → 4 В (B) → 4 В (C) → 5 В → 6H → 6 V → 7V 7V (C) → 5 В → 6 В → 7 H → 7V (C) → 5 В → 6. | |
| Руководство и 2 или 3 ролика Extrude → Скребок → Posling | |
| Размеры: 1 В → 1 H → 2 В → 2 H → 3 В → 3 H → 4 В → 4 H → 5 В → 5 H → 6V → 6 H → Измерение скорости → выпрямление 1 → выпрямление 2 → V | |
| 1 ) Выравнивающее устройство | |
| Функция | |
| С 7-ролльным выравнивающим устройством для постоянного входа в машину для формирования | |
| Структура | |
| 1 Рулон Anti-Jumping, 2 рулона, направляющие вертикальные, 7 рулонов, выравнивающие GCR15, поверхностное высокочастотное гашение. | |
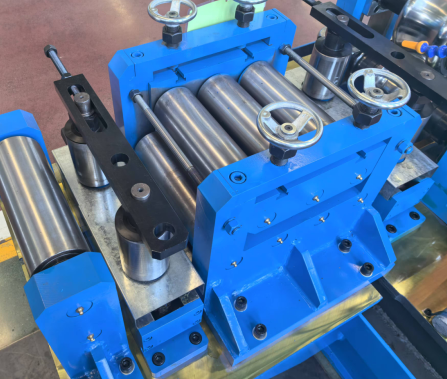 |
| 2 ) Формирующая машина (расщепленный тип)
| ||
| Функция | Он может постепенно втиснуть стальные полоски в трубные пробелы, образуя рулоны и отправить их на сварочную машину, | |
| Формирование типа | Формирование «W», тип отверстия двойного радиуса | |
| Горизонтальный ролл | 7 стендов | |
| Вертикальная подставка | 9 Стенд | |
| Горизонтальный ролл | ||
 |
| Количество | 7наборы |
| Структура | |
| Двойная каркавая GANTRE, с рабочей конечной рамой, способной замены бокового рулона | |
| Материал горизонтальных стендов | Точные стальные детали |
| Горизонтальный диаметр вала | Φ90 мм |
| Материал горизонтального вала | 42CRMO, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 |
| Унижение поверхности |
Вертикальная подставка
| |||
| Количество | 9 Стенд | ||
| Структура | Двойная структура поворота, укрепленная и закрепленная тарелками. Прокатная мельница собирается на роликовом валу через подшипники, что позволяет легко сменить ролики. | ||
| Материал вертикальных стендов | Слайдер - это тип слота (высокая точность, не легко повреждена) | ||
| Вертикальный диаметр вала | Φ60 мм | ||
| Вертикальный вал материал | 40cr, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 | ||
| Унижение поверхности | |||
| Метод регулировки ролика | Центр и положение двух роликовых валов регулируются путем отрегулирования винтного рукава, а регулирующая гайка - медная гайка; Высота вертикального ролика точно настроена путем регулировки гайки. | ||
коробка передач
| ||
| Количество | 7наборы | |
| Материал коробки | QT400 | |
| Тип передачи | Спиральная коробка передач | |
| Спиральный конический материал | ||
| 20crmnti Ковака, обработка поверхности зубов | ||
| Материал шахты передачи | 40cr, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 | |
| Унижение поверхности | ||
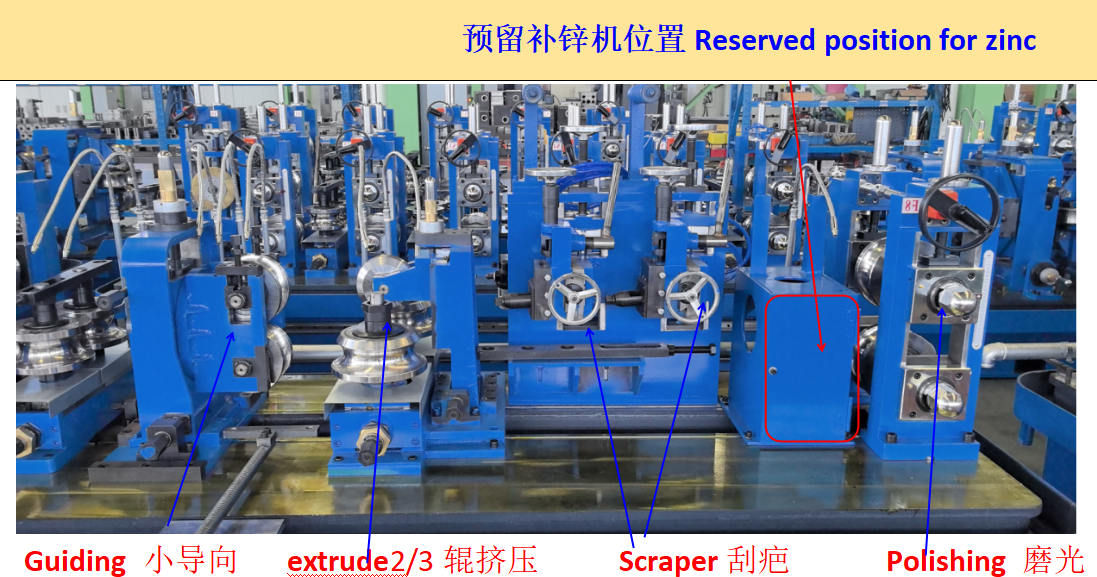
3) Сварная секция
 | ||
| ①weld Sew Руководство | ||
| Функция | Проведите шва для шва, отрегулируйте сварку V-Hall, чтобы убедиться, что швар сварного шва может быть правильно управляется в положении сварки экструзии во время сварки. | |
| Структура | Тип 2-ролла, регулируемый горизонтально и вертикально, и может вращаться под определенным углом. Горизонтальные и вертикальные регулировки выполняются с использованием винтовых стержней, в то время как регулировка вращения рамы производится с использованием червячных шестерни. | |
| Материал вала | 40cr, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 | |
| Унижение поверхности | ||
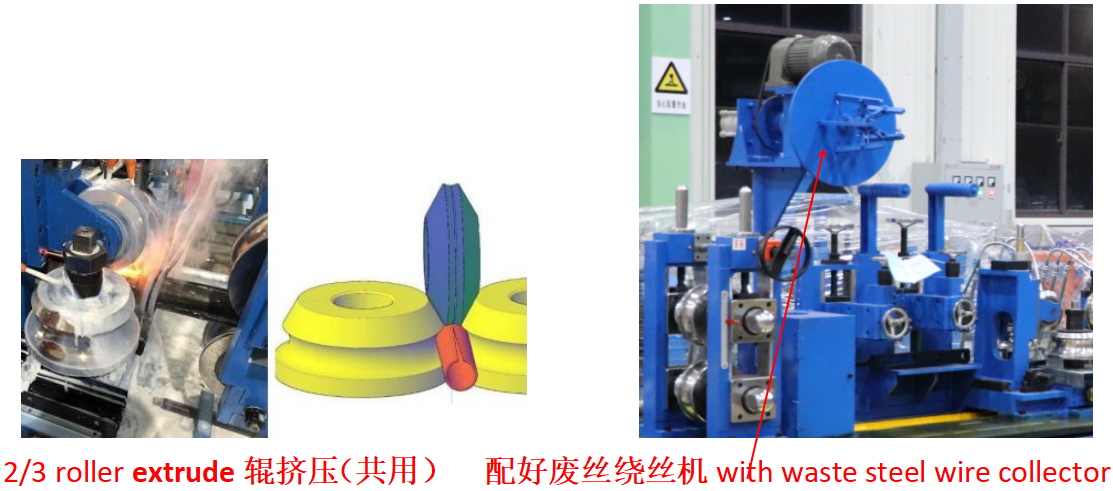
| ② Squeezing Device (два или три ролика типа SQ) | ||
| Функция | Сварка будет закрыто | |
| Структура | Два или три ролика типа кв. | |
| Материал вала | 40cr, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 | |
| Унижение поверхности | ||
| ③ Scraper | ||
| Функция | Используйте нож для скребков, чтобы удалить внешнюю сварку, сварки, будет гладким и прозрачным. | |
| Структура | 2 набора скребков; Скребок может быть отрегулирован, вниз и горизонтально, и выполняет функцию быстрого подъема. Под паллетом или роликом представлена держателя лезвия. | |
| ④ Полировка | ||
| Функция | Стабилизирующие стальные трубы и выравнивание внешних заусенцев и неровных деталей | |
| Материал вала | 40cr, нормализованный HB260 ~ 290, Поверхностный высокочастотный гашение HRC50 ~ 55 | |
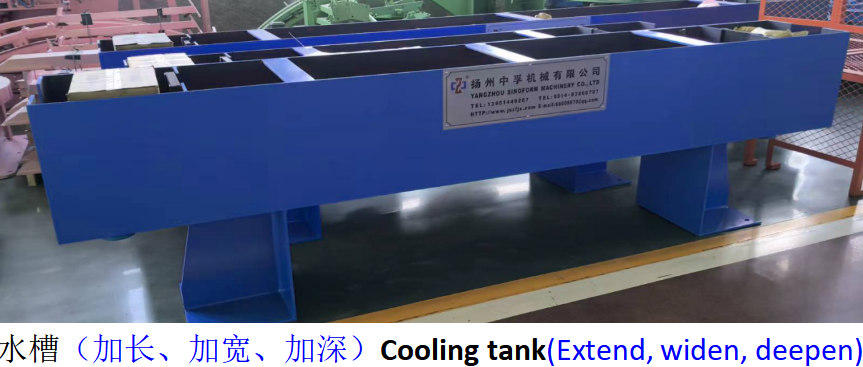
| 4) Охлаждающий бак | ||
| Функция | Примите тип распыления резервуара для воды, чтобы убедиться, что пробирку достаточно охлаждает. | |
| Структура | Сварная конструкция типа коробки, верхняя водяная труба изготавливается в форму распыления для распыления и охлаждения стальной трубы. | |
 |
| 5) Машина размеров (6 горизонтальных, 6 вертикальных 2 наборов турецкого выпрямления)
| ||
| Функция | ||
| Функция квадратного устройства с четырьмя рулонами-это онлайн-деформирование стальной трубы в форме точности в квадратную трубу и грубо выпрямить ее для достижения идеальных геометрических размеров и плоскостности. | ||
| ① Горизонтальная подставка | 6 наборов, так же, как формирование машины | |
| ② Вертикальная подставка | 6 наборов, так же, как формирование машины | |
| 3) Выпрямление устройства 2 наборы турецкой выпрямления головы (см. Последние турецкие головы выше) | |
| Тип выпрямляющего устройства | |
| Турецкие - головы, 360 ° Вращаются | |
| Структура | |
| 2/4 - кадра с рулоном, с рулонами, распределенными на той же поверхности, регулируемые горизонтально и вертикально и способны вращаться под определенным углом. Горизонтальные и вертикальные регулировки выполняются с использованием винтовых стержней, в то время как регулировка вращения рамы производится с использованием червячных шестерни. | |
| Диаметр вала | Φ40 мм |
| Материал вала | 40cr, нормализованный HB260 ~ 290, поверхностное высокочастотное гашение HRC50 ~ 55 |
| Унижение поверхности | |
| 6) Основное управляемое устройство | |
| Ездить на пути | |
| Мотор → Редактор → коробка передач → универсальные валы → горизонтальные валы | |
| Основная модель двигателя, мощность | Скорость 160 квалова DC Motor , 2 наборы ; |
| Редуктор | Zly224 2 комплекта ; |
| Коробка передач | Формирование части : 7 sets ; Размеры части : 6 sets |
| Спиральная коробка передач с зонтиком, с высокой грузоподъемностью, высокой эффективностью передачи и длительным сроком службы. | |
| Спиральный зонтичный материал передач: 20crmnti , Загадывание поверхности, приводящая в порядок изготовленного слоя 1,1 ~ 1,5 мм , Твердость гашения поверхности HRC55 ~ 60。 | |
 |
5 、 Роллер
| ||
| Roll | Материал : CR12 , Твердость термообработки: HRC58-62. Резка проволока и обработка с ЧПУ обеспечивает точность формы отверстия и полировку рабочей поверхности. | |
| Выдавшая рулона | Материал : H13 , Твердость термообработки: HRC50-53. Резка проволока клавиши, токарный станок с ЧПУ профиля и полировка рабочей поверхности. | |
| Роликовая площадка | Материал : 45# Сталь. | |
| 6.1 、 Горячая режущая пила Клиенты могут выбрать 6.1 или 6.2
| ||
| Структура | Plc, обычная резка лезвия пилы | |
| (1) Максимальный диаметр резки | Φ115 мм (90*90) | |
| (2) Максимальная толщина резки | Δ4,5 мм | |
| (3) Длина резки и точность | L = 3 ~ 8m, ≤ ± 3 мм | |
| (4) Тип диска | Пневматическая пила подъем и опускание (пилотальная голова увеличена и подкреплена) | |
| (5) Размер лезвия пилы | Φ700 мм × φ80 мм × 4,0/5,0 мм | |
| (6) Драйвер мотор | 30 кВт мотор переменного тока | |
| (7) Режущий двигатель | 37 кВт мотор переменного тока | |
| (8) Зажим | Воздушный зажим | |
6.2 、 Холодная резка пила
| ||
| Структура | Управление контроллером движения, высокоскоростная стальная / Tctalloy Saw Rutg | |
| ( 1 ) 、 Максимальный диаметр резки | Φ115mm | |
| ( 2 ) 、 максимальная толщина резки | Δ4,5 мм | |
| ( 3 ) 、 длина резки и точность | L = 4 ~ 8m, ≤ ± 2 мм | |
| ( 4 ) 、 тип диска | Сервомотор/шаровой винт/линейный гид | |
| ( 5 ) 、 Размер пилы | Φ560mm-hss Высокоскоростная сталь | |
| ( 6 ) 、 водительский мотор | 15 кВт сервопривод яскава | |
| ( 7 ) 、 режущий двигатель | 18,5 кВт мотор переменного тока | |
| ( 8 ) Кормление двигателя | 2,9 кВт сервопривод яскава | |
| ( 9 ) 、 скорость резки | 20-70 м/мин | |
7 、 конвейерный таблица
| ||
| Функция | ||
| Функция состоит в том, чтобы ускорить разделение стальных труб, разрезанных на фиксированную длину, и переносить их в область упаковки | ||
| Двигатель передачи | 3 кВт | |
| Двигатель переменного тока с регулированием скорости переменной частоты | ||
| Количество кормляющих роликов | 12 комплектов | |
| Длина | 12 м | |
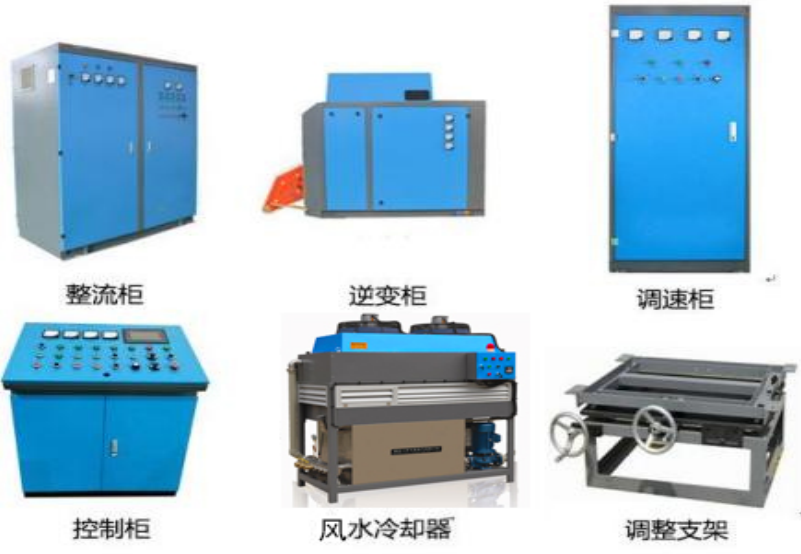
| Высокая сварочная машина с высокой частотой 300 кВт | |
| Введение | Все оборудование контролируется системой ПЛК для достижения комплексных функций контроля и диагностики разломов, а рабочее состояние оборудования контролируется через ЖК -экран |
| Композиция | Выпрямитель шкаф |
| Инверторский шкаф | |
| Охлаждающее устройство | |
| Операционная таблица | |
| Трансформатор | |
| Регулирование скорости постоянного тока | |
 |
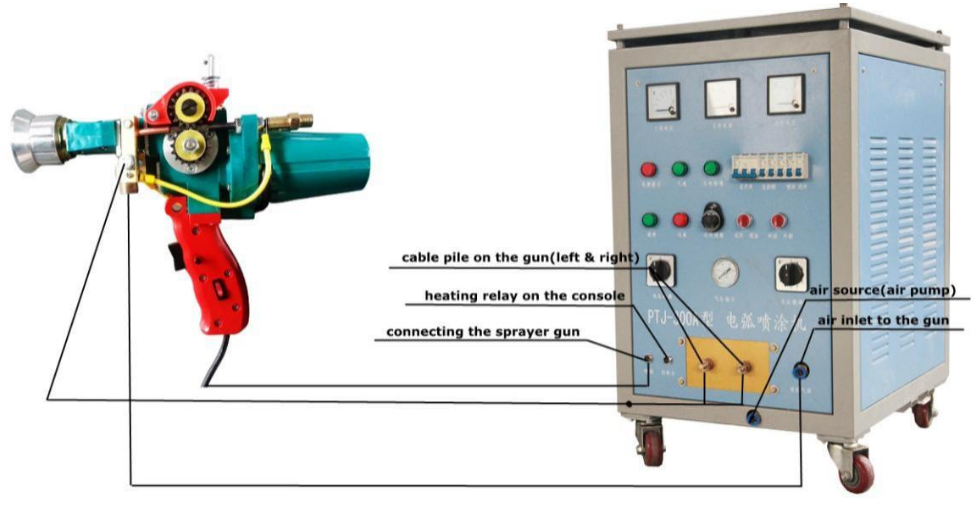
| 9 、 Цинк -распылительный аппарат (вариант клиента) | |
| Обзор | Дуга горит на обоих концах провода в качестве источника тепла, в результате чего проволока расплавится. В то же время сжатый воздух распадает расплавленный проволоку на газовые капли, которые затем распыляются на высокой скорости на поверхность предварительно обработанной заготовки. Сформировать полное покрытие. |
 |
 × 10 Прямой квадратный набор")






Принципиальная разница между ВПВ и ЕФВ стальных труб заключается в сварочном механизме: ВПВ (Electric Resistance...
ЧИТАТЬ ДАЛЕЕАн Трубный завод ВПВ представляет собой непрерывную производственную линию, которая превращает плоские стальные полосы в круглые, квадр...
ЧИТАТЬ ДАЛЕЕтрубы ВПВ , что означает «Трубы, сваренные электрическим сопротивлением», представляют собой стальные трубы, изготовленные путем холодно...
ЧИТАТЬ ДАЛЕЕТрубы изготавливаются использование одного из трех методов изготовления стержня в зависимости от материала: бесшовные стальные трубы формируются ...
ЧИТАТЬ ДАЛЕЕ №1, улица Сянцзянь, северный пригород города Yangzhou, провинция Цзянсу, Китай
№1, улица Сянцзянь, северный пригород города Yangzhou, провинция Цзянсу, Китай
 Телефон: +86-0514-8363 8877
Телефон: +86-0514-8363 8877 Эл. почта: [email protected]
Эл. почта: [email protected]© Yangzhou Sinoform Machinery Co., Ltd. Индивидуальный HG90X4,5 мм поставщики
